FED-STD-791D
e. Add 1 g reagent grade barium carbonate (BaCO3). Stir solution, cover and place
in dark area for 4 h.
f. Decant and discard precipitate.
g. Add 1 g hydrochloric acid. Stir solution, cover and store in dark area until bath
solution is required for plating.
4.2.4 Plating apparatus. The following apparatus is required for plating the test
gear:
a. Ring stand or other suitable rack from which the wire gear holder may be
suspended.
b. DC power supply (6 to 8 V with variable power output of 0 to 20 A).
c. Nickel bar stock, approximately 5 15 0.64 cm (2 6
1/4 in), is used for
electrodes in the nickel strike and nickel plate bath.
d. Sheet lead, approximately 15 20 0.32 cm (6 8 1/8 in) thick, is used for
electrodes in the black chrome plate bath.
e. Plastic covered, 9 gage, copper wire is used to connect the power supply to the
electrodes.
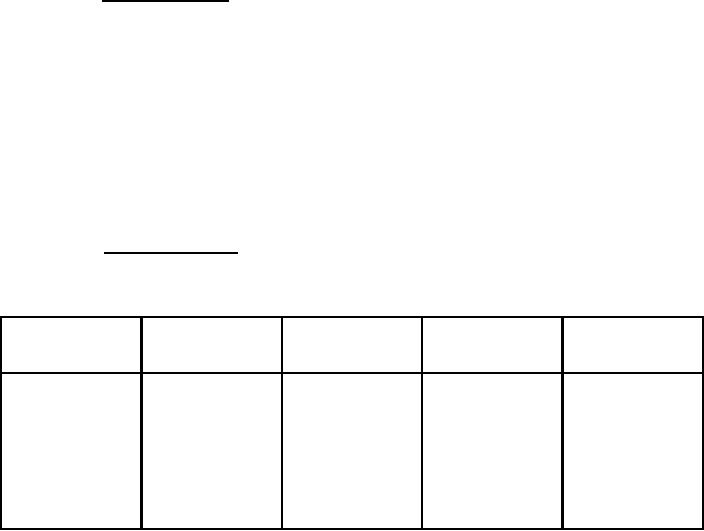
4.2.5 Plating conditions. The following conditions are used for the strike and
plating baths:
Plating time,
Solution
Gear polarity
Power, A
temperature
min
68.3° 2.8°C
Nickel strike
2
0.5
Positive
(155° 5°F)
Nickel plate
6
0.5
Negative
68.3° 2.8°C
(155° 5°F)
Black chrome
13.0
Negative
20
29.4° 2.8°C
plate
(85° 5°F)
5. MATERIALS
5.1 CAUTION - SOME MATERIALS ARE TOXIC AND HAZARDOUS. The
materials references and standards listed in this section must be handled carefully.
Federal Test Method 10000, Material Handling Safety Precautions, is a reference which
lists all toxic and hazardous materials cited in FTMS 791. The synonyms, life hazard,
flammability, handling and storage precautions, emergency treatment and measures, and
spill practices of each chemical are explained.
5.2 Lubricating oil, MIL-PRF-7808 or SAE J1966.
5.3 Dry cleaning solvent (A-A-59601D).
369
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business